مبادئ المعالجة الحرارية للسبائك غير الحديدية
المقدمة
المبادئ التي تحكم المعالجة الحرارية للمعادن والسبائك قابلة للتطبيق بالطبع على السبائك الحديدية وغير الحديدية على حد سواء.
لكن في الممارسة العملية، توجد اختلافات كافية تجعل من الملائم التركيز على خصائص كل فئة كموضوعات منفصلة في استجابتها للمعالجة الحرارية.
على سبيل المثال، في السبائك غير الحديدية، تحولات الأيوتيكتويد (Eutectoid Transformations)، التي تلعب دورًا بارزًا في الصلب، نادرًا ما تظهر.
لذلك، لا يتم التركيز في هذه المقالة على المبادئ المرتبطة بمخططات التحول الزمنية-الحرارية (TTT) أو تكوين المارتنسيت.
من ناحية أخرى، المبادئ المتعلقة بالتجانس الكيميائي للبنى المصبوبة قابلة للتطبيق على العديد من السبائك في الفئتين.
استعراض العمليات
عند فحص المعالجات الحرارية المستخدمة للسبائك غير الحديدية، نجد مجموعة واسعة من العمليات تُطبق.
ولكن لأن عملية الانتشار الذري (Diffusion) هي الأساس لمعظم المعالجات الحرارية، يتم تلخيص مفاهيم الانتشار أولاً.
الموضوعات التي سيتم مناقشتها:
- التخمير بعد التشكيل البارد: معالجة حرارية مهمة جدًا للسبائك غير الحديدية.
- التخمير التجانسي: عملية مهمة للبنى المصبوبة.
- الترسيب والتصلب الناتج عنه: موضوع بارز، خاصة في سبائك الألمنيوم وبعض السبائك القائمة على المغنيسيوم، والنحاس، والنيكل.
- تشكيل البنى ثنائية الطور: يتم توضيحها من خلال معالجة سبائك معينة مثل Cu-Zn.
الانتشار في المعادن والسبائك
الانتشار هو العملية التي يتم من خلالها التحكم في معدل التغيرات البنيوية في المعالجة الحرارية.
مثلاً:
- عندما يتم تخمير النحاس المشكل على البارد وينعم.
- أو عندما يتم تعتيق (Aging) سبيكة ألمنيوم.
الحركة الذرية (الانتشار الذاتي):
- في المعادن النقية، الذرات ليست ثابتة عند درجات حرارة معينة، بل تهتز حول مواضعها الطبيعية.
- عبر آلية ما، يمكن للذرات تبادل المواضع مع بعضها البعض والتحرك عبر الشبكة البلورية.
- تُعرف هذه الحركة بـ الانتشار الذاتي.
التجارب على الانتشار الذاتي:
- توضع طبقة رقيقة من ذرات مشعة على سطح المعدن غير المشع نفسه (مثلاً عبر الطلاء الكهربائي).
- ثم يُعالج العينة حراريًا عند درجة حرارة ووقت كافيين لحدوث الانتشار.
- يتم قياس حركة الذرات المشعة عبر جهاز كشف إشعاعي مناسب، مما يعكس حركة الذرات في المعدن.
النتائج:
- تظهر كميات متزايدة من الذرات المشعة وهي تخترق الشبكة البلورية للمعدن غير المشع، مع احتلال مواقع الذرات المشعة بمواقع الذرات غير المشعة.
- يتم قياس النشاط الإشعاعي كدالة للعمق داخل العينة.
ملاحظة: يُظهر الشكل 1 التغيرات الزمنية في التوزيع الإشعاعي بعمق العينة.

الشكل 1
مخطط تخطيطي يوضح الانتشار الذاتي في معدن نقي (تمثل الذرات المشعة بالدوائر الممتلئة).
الفجوات (Vacancies)
يمكن تصور حركة الذرات في الشبكة البلورية، كما هو موضح في الشكل 1، من خلال عدة آليات:
التبادل الثنائي للمواضع:
- في لحظة معينة، قد تهتز ذرتان متجاورتان في اتجاهات مختلفة، مما يخلق فراغًا حولهما.
- هذا الفراغ يسمح لهما بتبادل مواقعهما بشكل متزامن.
- هذه العملية موضحة في الشكل 2(a).
ملاحظات:
- يجب أن تتحرك الذرتان بشكل يجعلها تدفع الذرات المجاورة بعض الشيء لتتمكن من تجاوز بعضها خلال عملية التبادل.
الحركة التعاونية في حلقة رباعية:
- قد تهتز أربع ذرات في لحظة معينة بحيث تتحرك بشكل تعاوني في حلقة.
- يسمح هذا الترتيب لجميع الذرات الأربعة بالانتقال في الوقت نفسه إلى مواقع جديدة مجاورة.
- هذا موضح في الشكل 2(b).

الشكل 2 تمثيل تخطيطي لآليتين محتملتين للانتشار:
- (a) انتقال ذرتين بشكل متزامن لتبادل المواقع.
- (b) حركة تعاونية لأربع ذرات تدور بشكل متزامن للانتقال إلى مواقع جديدة.
على الرغم من أن هذه الآليات المقترحة قد تحدث في بعض السبائك، فإن الانتشار في معظم المعادن والسبائك يتم في العادة عبر حركة الفجوات.
الفجوات (Vacancies)
ما هي الفجوة؟
- الفجوة هي موقع ذرة طبيعي غير مشغول في البنية البلورية (عادةً في موضع شبكي).
لماذا توجد الفجوات؟
- وجود الفجوات في الشبكة عند التوازن هو نتيجة التوازن بين الطاقة المطلوبة لتكوين الفجوات (∆H) والزيادة في الإنتروبيا (∆S) التي تحدث بسبب وجودها.
- هناك تركيز توازني للفجوات يُقلل من التغير في الطاقة الحرة (∆G = ∆H – T∆S).
كيفية انتقال الذرات عبر الفجوات؟
- إذا وُجدت فجوة في الشبكة البلورية، فإن انتقال ذرة إلى موضع الفجوة يتطلب طاقة أقل بكثير مقارنة بالآليات الموضحة في الشكل 2.
- العملية: تتحرك الذرة ببساطة إلى موضع الفجوة، كما هو موضح في الشكل 3.
كيفية حدوث الانتشار؟
- الانتشار يحدث من خلال حركة عشوائية للفجوات عبر الشبكة البلورية.

الشكل 3 تمثيل تخطيطي للانتشار عبر حركة الفجوات:
الوصف:
- تتحرك الفجوة إلى مواقع جديدة مع مرور الزمن، وهو ما توضحه الأسهم الصغيرة في الشكل.
- الأسهم الكبيرة تُظهر التغيرات في المواقع مع الوقت.
كيفية حدوث العملية:
- تتحرك الفجوات بشكل عشوائي داخل الشبكة البلورية، مما يتيح للذرات المجاورة شغل هذه المواقع الفارغة، وبالتالي يتم الانتشار.
الانتشار في السبائك (الانتشار الكيميائي)
ما هو الانتشار الكيميائي؟
- عند وضع معدنين (أو سبيكتين) في اتصال مباشر، تبدأ الذرات في الهجرة عبر السطح الفاصل بينهما.
- يُطلق على هذا النوع من الانتشار، حيث تتحرك أنواع مختلفة من الذرات، اسم الانتشار الكيميائي.
متطلبات حدوث الانتشار الكيميائي:
- الذوبانية المتبادلة:
- يجب أن يكون المعدنان قابلين للذوبان في بعضهما البعض.
- إذا لم يكن هناك ذوبان كافٍ، فإن التركيز العالي للذرات المهاجرة يؤدي إلى ترسيب طور ثانٍ عند بلوغ حد الذوبانية.
- الذوبانية المتبادلة:
الآلية:
- الانتشار الكيميائي الموضح تخطيطيًا في الشكل 4 يتم بالفعل عبر آلية انتشار الفجوات.

الشكل 4 يمثيل تخطيطي للانتشار الكيميائي بين معدنين مختلفين:
- الوصف:
- يتكون زوج الانتشار من المعدن النقي B (يمثله الدوائر الصلبة) والمعدن النقي A (يمثله الدوائر الفارغة).
- مع مرور الزمن، يبدأ التمازج بين المعدنين على الجانبين.
- عند الوصول إلى الزمن اللانهائي، يتم تحقيق تمازج كامل، بحيث تصبح التركيبة الكيميائية متطابقة على كلا الجانبين.




قوانين فيك للانتشار
- القوانين الرياضية للانتشار:
- العلاقة الرياضية التي تربط تركيز المادة المنتشرة بالمسافة يتم التعبير عنها بـقانون فيك.
- يُعتبر هذا القانون معادلة ظواهرية تتطابق بشكل جيد مع معظم بيانات الانتشار.
قانون فيك الأول:
- يحدد تدفق الانتشار (في حالة الانتشار أحادي البُعد):
-
حيث:
- J: تدفق الانتشار (كمية المادة المنتقلة عبر وحدة المساحة لكل وحدة زمنية).

- -: معامل الانتشار (يعتمد على نوع المادة ودرجة الحرارة).
- : التغير في تركيز المادة المنتشرة بالنسبة للمسافة (التدرج في التركيز).
معنى قانون فيك الأول:
- J: تدفق الانتشار (كمية المادة المنتقلة عبر وحدة المساحة لكل وحدة زمنية).
- الاتجاه:
- الانتشار يحدث في الاتجاه المعاكس للتدرج في التركيز (من المنطقة ذات التركيز العالي إلى المنطقة ذات التركيز المنخفض).
- العلاقة بين التدفق والتدرج:
- كلما كان التدرج في التركيز أكبر، كان تدفق الانتشار أعلى.
الشرح: قانون فيك الأول للانتشار
المصطلحات:
- C: التركيز (كمية المادة المنتشرة لكل وحدة حجم).
- x: المسافة (البُعد عن نقطة البداية للانتشار).
- D: معامل الانتشار (ثابت يعتمد على درجة الحرارة، لكنه قد يتغير مع التركيز).
التفسير الفيزيائي:
- معامل الانتشار يُعرف أيضًا باسم "قابلية الانتشار" أو "معامل الانتشار".
- يُظهر الشكل 5 العلاقة بين هذه المصطلحات ومظهر منحنى التركيز المرتبط بالانتشار الكيميائي (كما هو موضح في الشكل 4).
تعريف التدفق ():
الوصف:
- التدفق هو عدد الذرات للمادة المنتشرة التي تعبر من خلال مساحة وحدة (طائرة) لكل وحدة زمنية.
- الطائرة يجب أن تكون عمودية على اتجاه الانتشار.
الوحدات:
- يُعبر التدفق بوحدات مثل: عدد الذرات لكل سنتيمتر مربع لكل ثانية.
اي ان : قانون فيك الأول يُظهر العلاقة بين التدفق، معامل الانتشار، وتدرج التركيز. الانتشار يُفسر كيفية انتقال الذرات أو الجزيئات من منطقة ذات تركيز مرتفع إلى منطقة ذات تركيز منخفض.

الشكل 6: بيانات نمط التركيز النموذجي للمعادن التي تم الحصول عليها من زوج انتشار، والذي كان في هذه الحالة نحاس-زنك. يمثل كل نقطة تحليلًا كيميائيًا لطبقة رقيقة تم تشكيلها من العينة. مقتبس من المرجع 1.
يتم تضمين تأثير الزمن على التدفق في القانون الثاني لفِك (مرة أخرى، للانتشار أحادي البعد):

الشكل 6: توضيح البيانات العملية للانتشار:
- البيانات تُظهر النتائج النموذجية التي يتم الحصول عليها عن طريق:
- تصنيع طبقات رقيقة من زوج الانتشار (diffusion couple).
- تحليل كل طبقة لتحديد كمية المعادن الموجودة.
- الهدف: دراسة كيف يتغير التركيز مع المسافة وتقييم تدفق الانتشار.
- البيانات تُظهر النتائج النموذجية التي يتم الحصول عليها عن طريق:
شرح انتشار العناصر في المعادن وفقًا للقانون الثاني لفِك
1. ملف تعريف التركيز في المعادن (Concentration Profile)
يصف الشكل 6 نمط توزيع التركيز في المعادن الناتج عن الانتشار، والذي تم الحصول عليه من زوج انتشار (Diffusion Couple) مكون من النحاس والزنك. في هذه التجربة، يتم تحليل عينات رقيقة مأخوذة من العينة الأصلية لمعرفة توزيع العناصر. يُستخدم هذا النوع من التحليل لفهم كيفية انتشار الذرات داخل المعدن عند درجات حرارة مختلفة.
2. القانون الثاني لفِك وتأثير الزمن على التدفق
يعبر القانون الثاني لفِك عن العلاقة بين معدل تغير التركيز C مع الزمن t، وهو معطى بالمعادلة:
حيث:
- D هو معامل الانتشار (Diffusion Coefficient).
- هو المسافة من الواجهة الأصلية بين المعدنين.
- هو الزمن.
إذا كان زوج الانتشار مكونًا من معدنين نقيين (مثل A وB) وقابلين للذوبان في بعضهما بالكامل، فإن حل المعادلة يكون:
حيث هي دالة الخطأ الغاوسية (Gauss Error Function)، وتعتمد على نسبة التركيز والمسافة.
3. استخراج معامل الانتشار
- يتم قياس تركيز العنصر عند مسافة معينة x من الواجهة الأصلية.
- يتم مقارنة التركيز بالمنحنى التجريبي لاستخراج قيمة
- باستخدام جداول دالة الخطأ، يتم حساب القيمة المناسبة لمعامل الانتشار .
يُفترض أن يكون ثابتًا بغض النظر عن المسافة ، ولكن في الواقع يختلف معامل الانتشار باختلاف تركيب السبيكة، مما يؤدي إلى استخدام صيغة أكثر تعقيدًا:
4. العلاقة بين الزمن والمسافة في الانتشار
يُظهر حل القانون الثاني لفِك أن الانتشار يرتبط بالزمن والمسافة بالعلاقة:
هذا يعني أن الزمن اللازم لتجانس التركيب الكيميائي في مادة معينة يتناسب مع مربع المسافة. على سبيل المثال، عند إجراء معالجة التجانس (Homogenization) لإزالة التباين داخل البنية المجهرية، فإن الزمن المطلوب سيكون متناسبًا مع مربع المسافة بين الأذرع التغصنية (Dendritic Arm Spacing).
5. تأثير درجة الحرارة على معدل الانتشار
يعتمد معامل الانتشار على درجة الحرارة بشكل أسي وفقًا لمعادلة أرينيوس:
حيث:
- هو معامل الانتشار عند درجة حرارة مرجعية.
- هو طاقة التنشيط للانتشار (Activation Energy).
- هو ثابت الغاز المثالي.
- هي درجة الحرارة المطلقة (بالكلفن).
Table 1 Values of the diffusion constant (D0) and the activation energy (Q) for diffusion in various substitutional and interstitial solid solutions

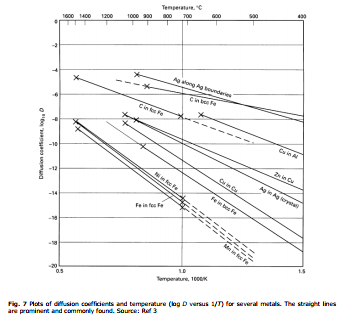
تُظهر القيم المدرجة في الجدول 1 قيم و لبعض المعادن والسبائك، حيث تختلف قيم معامل الانتشار بشكل كبير بين الانتشار الاستبدالي (Substitutional Diffusion) والانتشار البيني (Interstitial Diffusion). يوضح الشكل 7 العلاقة الخطية بين لوغاريتم معامل الانتشار و مقلوب درجة الحرارة ، مما يدل على أن الانتشار يتسارع بشكل ملحوظ عند درجات حرارة مرتفعة.
خلاصة
- يوضح الشكل 6 كيفية توزيع العناصر داخل معدن بعد حدوث الانتشار.
- يُستخدم القانون الثاني لفِك لحساب معامل الانتشار عند درجة حرارة معينة.
- يعتمد معامل الانتشار على درجة الحرارة والزمن والمسافة.
- العلاقة تُستخدم في عمليات تجانس السبائك وإزالة التجمعات الكيميائية.
- يتبع معامل الانتشار علاقة أرينيوس، مما يعني أنه يزداد بزيادة درجة الحرارة.
التخمير للمعادن المشغولة على البارد
الانخلاعات (Dislocations):

يحدث التشوه اللدن في المعادن والسبائك بشكل أساسي من خلال حركة نسبية أو انزلاق لكتلٍ من المادة على مستويات بلورية معينة (مستويات الانزلاق) وفي اتجاهات محددة (اتجاهات الانزلاق). (يمكن أن يحدث التشوه اللدن في المعادن أيضًا عن طريق الانغلاق التوأمي، ولكن لن يتم تناول هذه الآلية في هذا الشرح المختصر).
لا يحدث الانزلاق من خلال حركة مناطق كاملة من البلورة ككتلة واحدة، بل يتم عبر حركة متتابعة للانخلاعات. الانخلاعات هي اضطرابات في الشبكة البلورية (إما حافة أو برغي) وتوجد حتى في المعادن المخمرة جيدًا كنتيجة للمعالجة السابقة.
تلعب الانخلاعات دورًا محوريًا في التشوه اللدن، حيث إن تحريك الانخلاعات يتطلب طاقة أقل بكثير مقارنةً بتحريك مناطق كاملة من البلورة فوق بعضها البعض. يوضح الشكل 8 هذه العملية بالنسبة للانخلاع الحدي (Edge Dislocation).
من الواضح أن ملايين الانخلاعات يجب أن تكرر هذه العملية لإحداث تغييرات مرئية في الشكل. ومع ذلك، فإن ذلك ممكن لأن الانخلاعات الموجودة في المعدن قبل حدوث التشوه اللدن تُنشئ انخلاعات أخرى من خلال آلية التكاثر أثناء التشوه اللدن.
في البلورات ذات البنية السداسية المدمجة (hexagonal close-packed - HCP)، يكون مستوى الانزلاق البارز هو المستوى الأكثر إحكامًا (001)، واتجاهات الانزلاق في هذا المستوى هي الاتجاهات الأكثر إحكامًا، والتي يوجد منها ثلاثة خيارات غير متوازية ومتطابقة. وبالتالي، فإن هذه البنية البلورية تمتلك ثلاثة أنظمة انزلاق.
في البنية المكعبة مركزيّة الوجه (face-centered cubic - FCC)، يكون مستوى الانزلاق أيضًا هو المستوى الأكثر إحكامًا {111}. ومع ذلك، في هذا النظام، هناك أربعة أنواع من المستويات غير المتوازية من {111}. في كل مستوى، هناك ثلاثة اتجاهات انزلاق ممكنة (من النوع <110>)، وبالتالي فإن هناك 12 نظام انزلاق.
في البنية المكعبة مركزيّة الجسم (body-centered cubic - BCC)، يكون مستوى الانزلاق من النوع {110} (وهو أيضًا المستوى الأكثر إحكامًا في هذا النظام)، وهناك ستة من هذه المستويات. أما اتجاهات الانزلاق، فهي من النوع <111>، ويوجد منها اثنان في كل مستوى. لذلك، تمتلك البنية المكعبة مركزيّة الجسم أيضًا 12 نظام انزلاق.
تتأثر أنواع مستويات واتجاهات الانزلاق بدرجة الحرارة، وفي بعض السبائك يتم تفعيل أنظمة انزلاق أخرى عند تغيّر درجة الحرارة.
تأثير التشغيل على البارد على الخواص والبنية المجهرية
يؤدي تضاعف الفجوات البلورية (dislocations) في عدة أنظمة انزلاق أثناء التشوه اللدن إلى تفاعلها مع بعضها البعض، مما يحد من حركتها، وبالتالي يتطلب حدوث المزيد من التشوه زيادة في الحمل الخارجي. وبذلك، تزداد صلادة المادة نتيجةً للتشوه، وهو ما يُعرف بظاهرة تصلب الانفعال (strain hardening) أو تصلب التشغيل على البارد.
يُوضح هذا التأثير في الشكل 9، الذي يُبيّن تقوية المواد الناتجة عن الدرفلة عند درجة حرارة 25°C (77°F) للنحاس النقي وسبائك النحاس-الزنك الصلبة. يُطلق على التشوه اللدن الذي يؤدي إلى التصلب أو التصلد اسم التشغيل على البارد، بينما يُطلق على التشوه اللدن الذي لا يُسبب تصلبًا اسم التشغيل على الساخن. (يتم تقديم تعريفات بديلة لاحقًا تحت بند "التشغيل على الساخن").

الشكل 9: تأثير التشوه اللدن (عبر الدرفلة عند درجة حرارة 25°C أو 77°F) على صلادة النحاس النقي وسبائك النحاس-الزنك الصلبة.
يؤدي التشغيل على البارد إلى زيادة الصلادة ومقاومة الخضوع (Yield Strength) وقوة الشد، بينما يقلل من المطيلية. كما أنه يزيد من المقاومة الكهربائية، حيث إن الكثافة المتزايدة للفجوات البلورية (dislocations) تؤدي إلى تشتت الإلكترونات.

الشكل 10: يوضح تأثير التشغيل على البارد (عبر الدرفلة عند درجة حرارة 25°C أو 77°F) على الخصائص الميكانيكية الشدّية والصلادة للنحاس عالي التوصيلية والخالي من الأكسجين (OFHC).
يؤدي التشغيل على البارد للمعادن إلى تشوه الحبيبات، وتختلف طبيعة هذا التشوه تبعًا لنوع التشوه المستخدم (مثل الدرفلة، السحب، وغيرها). إذا كان مستوى الملاحظة موازيًا لاتجاه الدرفلة، ستظهر الحبيبات وكأنها ممدودة في اتجاه الدرفلة. كما يمكن ملاحظة خطوط متوازية داخل الحبيبات في البنية المجهرية، وتزداد كثافتها مع زيادة مقدار التشوه.
هذه الخطوط المتوازية هي في الواقع صفوف من الحفر الناتجة عن الحفر الكيميائي (etch pits) أو الأخاديد المحفورة، حيث يزيل المحلول الكاشط المعدن بشكل انتقائي في المناطق السطحية التي تبرز منها الفجوات البلورية (dislocations).
تُعرف هذه الخطوط أحيانًا باسم أشرطة التشوه (deformation bands). في المعادن والسبائك التي تُظهر توائم المراجعة (annealing twins) – والتي تُلاحظ بشكل أساسي في المعادن ذات البنية المكعبة مركزية الوجه (FCC)، مثل النحاس والنحاس الأصفر – تكون هذه التوائم في الأصل على شكل خطوط مستقيمة تعبر الحبيبات أو تكاد تعبرها، لكنها تصبح منحنية ومشوهة ومجزأة بسبب التشوه اللدن.
جميع هذه السمات المجهرية للمعادن المشغلة على البارد موضحة في الشكل 11.

عند تشكيل المعادن والسبائك بواسطة التشغيل على البارد، يوجد حد معين لمقدار التشوه اللدن الذي يمكن تحقيقه قبل حدوث الكسر. ومع ذلك، فإن إجراء معالجة حرارية مناسبة قبل الوصول إلى هذا الحد يعيد المعدن أو السبيكة إلى حالة بنيوية مشابهة للحالة الأصلية قبل التشوه، مما يسمح بمواصلة التشغيل على البارد. يُعرف هذا النوع من المعالجة الحرارية باسم التخمير (Annealing)، وتلخص هذه الفقرة بعض المبادئ والآثار المرتبطة به.
بما أن التشغيل على البارد يؤدي إلى زيادة تركيز العيوب الشبكية (مثل الفجوات البلورية - dislocations)، فإن طاقة البلورات تزداد. لذلك، هناك قوة دافعة حرارية تجعل المعدن يخضع لتغيرات تعيده إلى حالته الأصلية ذات الطاقة المنخفضة. تعتمد معدلات هذه التغيرات على الآليات المتضمنة، وهي حساسة لدرجة الحرارة وتكوين السبيكة.
التغيرات في الصلادة التي تحدث أثناء التخمير موضحة في الشكل 12(a). حيث تظل الصلادة (وكذلك مقاومة الخضوع وقوة الشد) ثابتة تقريبًا في البداية (أو قد تزداد قليلًا)، ثم يحدث انخفاض مفاجئ، يليه انخفاض تدريجي مستمر. تمثل البيانات في الشكل 12(a) تأثير التخمير عند درجة حرارة ثابتة، في حين يظهر الشكل 12(b) نتائج مماثلة عند تعريض العينات للتخمير لفترة زمنية ثابتة مع زيادة درجة الحرارة.

الشكل 12:
(a) تأثير زمن التخمير عند درجة حرارة ثابتة (400°C أو 750°F) على صلادة سبيكة نحاس-5% زنك المشغلة على البارد بنسبة 60%.
(b) تأثير درجة حرارة التخمير عند زمن ثابت (15 دقيقة) على صلادة سبيكة نحاس-5% زنك المشغلة على البارد بنسبة 60%.
مرحلة الاستعادة ( Recovery Stage)
في المراحل الأولية من التخمير، سواء عند فترات زمنية قصيرة أو عند درجات حرارة منخفضة، تظل الصلادة ثابتة أو قد تزداد قليلًا. تُعرف هذه المرحلة باسم منطقة الاستعادة.
في هذه المرحلة، تتحرك الفجوات البلورية (dislocations) بفعل التنشيط الحراري، حيث يتم إعادة ترتيبها في مصفوفات أكثر استقرارًا نسبيًا، مما يجعلها أكثر صعوبة في الحركة مقارنةً بحالتها في المعدن المشغل على البارد وغير المخمر، مما يؤدي إلى زيادة طفيفة في الصلادة.
خلال هذه الفترة، يسمح هذا الترتيب الجديد لبعض الخواص بالعودة إلى قيمها الأصلية قبل التشغيل على البارد، ولهذا السبب يُطلق عليها اسم الاستعادة. إحدى هذه الخصائص هي المقاومة الكهربائية، كما هو موضح في الشكل 13. يؤدي الترتيب الخلوي للفجوات البلورية، مقارنةً بحالة التشغيل على البارد، إلى زيادة متوسط المسار الحر للإلكترونات، مما يقلل المقاومة الكهربائية.

الشكل 13: تأثير درجة حرارة التخمير على الصلادة والمقاومة الكهربائية للنيكل. تم العمل على المعدن على البارد عند 25°C (77°F) حتى اقترب من الكسر. وقت التخمير، ساعة واحدة. تم التعديل بناءً على المرجع 7.
بعد أوقات أطول أو عند درجات حرارة أعلى، يحدث تغير هيكلي أكثر جذرية. تظهر بلورات صغيرة تحتوي على كثافة منخفضة من الفجوات البلورية (dislocations)، تكون مشابهة لتلك التي كانت قبل العمل على البارد، وبالتالي تكون هذه البلورات أكثر ليونة. تتشكل هذه البلورات في المناطق التي تحتوي على كثافة عالية من الفجوات البلورية، وبالتالي تظهر في البنية الدقيقة عند أو بالقرب من حواف التشوه.
مع مرور الوقت، تنمو هذه النوى، وتتكون نوى أخرى في المصفوفة المتبقية التي تم العمل عليها على البارد. في النهاية، تتلامس هذه الحبوب مع بعضها البعض (وعند هذه النقطة تختفي المادة الأصلية المعالجة). يُطلق على تشكيل هذه الحبوب عملية التبلور من جديد (Recrystallization). خلال فترة التبلور من جديد، تنخفض القوة بشكل حاد (انظر الأشكال 12 و 13).
بعد التبلور من جديد، يتم تقليل طاقة السبيكة بشكل أكبر من خلال انخفاض في مساحة حدود الحبوب بسبب نمو الحبوب. وبالتالي، يُطلق على المنطقة في منحنى التخمير التي تحدث عند فترات طويلة أو درجات حرارة عالية نمو الحبوب (Grain Growth). بما أن القوة تنخفض مع زيادة حجم الحبوب، فإن الصلادة تنخفض خلال هذه الفترة، على الرغم من أن ذلك يحدث بشكل تدريجي (انظر الشكل 12a).

الشكل 14: البنية المجهرية لسبيكة Cu-5Zn، تم دراستها بعد معالجتها على البارد بنسبة 60% ثم تخميرها لفترات زمنية مختلفة عند 400°C (750°F). تشير الأرقام إلى الأوقات المختلفة للتخمير كما هو موضح في الشكل 12(a). المصدر: المرجع 5.

يوضح الشكل 15: صورة مجهرية إلكترونية بمقاس عالي تُظهر نواة صغيرة مبلورة من جديد. سبيكة Cu-5Zn، تم العمل عليها على البارد من خلال الدرفلة عند 20°C (68°F) لتقليل السمك بنسبة 60%؛ ثم تم تخميرها لمدة 60 دقيقة عند 350°C (660°F).
العوامل التي تؤثر على التبلور من جديد:
بما أن التخمير للمعادن التي تم العمل عليها على البارد يتم عادة لتليين المادة، يجب معرفة درجة الحرارة والوقت المطلوبين لإتمام عملية التبلور من جديد لتحديد المعاملة الحرارية المناسبة. من الشائع أن يُشار إلى درجة حرارة التبلور من جديد كدليل على درجة الحرارة التي يجب أن يُخضع لها المعدن من أجل التليين. (يمكن اعتبار هذه الدرجة هي التي تُعطي أي مقدار مُحدد من التبلور من جديد).
تؤثر عدة عوامل على قيمة درجة حرارة التبلور من جديد. اثنان من أهم هذه العوامل هما وقت التخمير وكمية العمل المسبق على البارد. يوضح الشكل 16 تأثير وقت التخمير. كلما زاد الوقت عند درجة حرارة معينة، كلما تقدمت المادة في عملية التخمير. لذا، إذا بدأ المعدن في التبلور من جديد عند 200°C (400°F) في 15 دقيقة، فقد يتم تبلوره بالكامل في 30 دقيقة.
توضح التغيرات الدقيقة التي تحدث خلال التخمير في الشكل 14. خلال فترة الاستعادة، يحدث انخفاض في كثافة حواف التشوه، على الرغم من أن هذا التأثير ليس بارزًا. عندما يبدأ التبلور من جديد، تبدأ الحبوب الصغيرة المتساوية الشكل في الظهور (انظر المجهر الضوئي 2 في الشكل 14 والشكل 15) في الهيكل.
تستمر هذه الحبوب في التكون والنمو حتى يتم استهلاك المصفوفة المعالجة على البارد، مما يعني نهاية فترة التبلور من جديد وبداية مرحلة نمو الحبوب. يؤدي التخمير الإضافي إلى زيادة حجم الحبوب فقط (انظر المجاهر الضوئية 3 و 4 و 5 في الشكل 14).

تأثير مقدار العمل المسبق على البارد موضح في الشكل 17. زيادة كميات التشوه البلاستيكي تزيد من تركيز عيوب الشبكة (مثل الانزياحات) وتؤدي إلى جعل المعدن أكثر عدم استقرار حراريًا. لذلك، يحدث التبلور من جديد عند درجات حرارة أقل، أو في أوقات أقصر، كلما زادت كمية العمل على البارد. وعلى الرغم من أن هذا هو التأثير الرئيسي، يجب ملاحظة أن نوع التشوه، ومعدل التشوه، ودرجة حرارة التشوه تؤثر أيضًا على معدل التبلور من جديد.

يوضح الشكل 16: توضيح تأثير وقت التخمير على عملية التخمير في النحاس النقي وسبيكة Cu-5Zn. تم دراستهما بعد أن تم العمل عليهما على البارد عند 25°C (77°F) لتقليص السمك بنسبة 60%.
تأثير مقدار العمل المسبق على البارد موضح في الشكل 17. زيادة كميات التشوه البلاستيكي تزيد من تركيز عيوب الشبكة (مثل الانزياحات) وتؤدي إلى جعل المعدن أكثر عدم استقرار حراريًا. لذلك، يحدث التبلور من جديد عند درجات حرارة أقل، أو في أوقات أقصر، كلما زادت كمية العمل على البارد. وعلى الرغم من أن هذا هو التأثير الرئيسي، يجب ملاحظة أن نوع التشوه، ومعدل التشوه، ودرجة حرارة التشوه تؤثر أيضًا على معدل التبلور من جديد..

الشكل 18: توضيح تأثير محتوى الزنك في سبائك Cu-Zn المذابة في المحلول على عملية التخمير. تم دحرجة السبائك على البارد في البداية عند 25°C (77°F) لتقليل السماكة بنسبة 60%. تم تحديد درجات حرارة التبلور من جديد استنادًا إلى نقطة الانعطاف لكل منحنى.
من المفيد هنا ملاحظة قاعدة عامة وهي أن درجة حرارة التبلور من جديد تساوي تقريبًا من 0.3 إلى 0.6 من درجة حرارة الانصهار المطلقة. في حالة سبائك Cu-Zn المذابة في المحلول، فإن إضافة الزنك إلى النحاس تقلل من درجة الانصهار، وبالتالي ستنخفض درجة حرارة التبلور من جديد عند محتويات عالية من الزنك (على سبيل المثال، من 20% إلى 30%) (انظر الشكل 18).
نظرًا لأن عمليات المراجعة والتبلور من جديد ونمو الحبوب جميعها تتضمن حركة الذرات، من المتوقع أن تعتمد معدلات هذه العمليات على درجة الحرارة بنفس العلاقة الوظيفية التي يعتمد عليها التشتت - أي أن المعدل يتناسب مع e-Q/RT، حيث Q هي طاقة التنشيط للعملية المحددة.
وبالتالي، يمكننا أن نأخذ كاستخدام تقريبي أن الوقت المطلوب عند درجة حرارة معينة لبدء التبلور من جديد (أو لتحقيق أي مقدار معين من التبلور من جديد) سيكون عكسيًا بالنسبة لهذا التعبير الأسي. باستخدام طاقات التنشيط النموذجية المعطاة للتشتت، وجد أن انخفاض درجة الحرارة بمقدار 10°C (20°F) قد يزيد من الوقت المطلوب لبدء التبلور من جديد بمقدار الضعف.

{kind=link}
تعليقات
إرسال تعليق
اترك أثرا من تعليقاتك الرائعة قبل مغادرة الصفحة